


Catalyst and Material Synthesis
The manufacturing of catalyst and novel material was performed to enhance the reaction rate of a process and to be used as solid sorbent for certain gas. The area is divided into several different programs:
- Catalyst Synthesis for Thermochemical Process
- Novel Material for CO2 Capture at Low and High Temperatures
Development of Solid Sorbents for Post-Combustion CO2 Capture
The application of the various promising types of solid chemisorbents for CO2 capture is still in the fundamental research stage. Therefore, a systematic study targeting their performance enhancement is crucial, since they have the potential to make industrial CO2 capture processes economical, mitigate the GHG effects of CO2, and secure the environment's well-being. Towards this end, various gaps in the literature and fundamental ideas will be addressed, in order to create novel, cost-effective and high-performing solid sorbents with very low environmental impact.
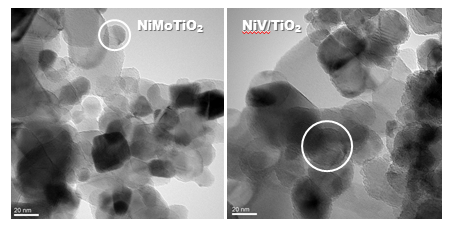
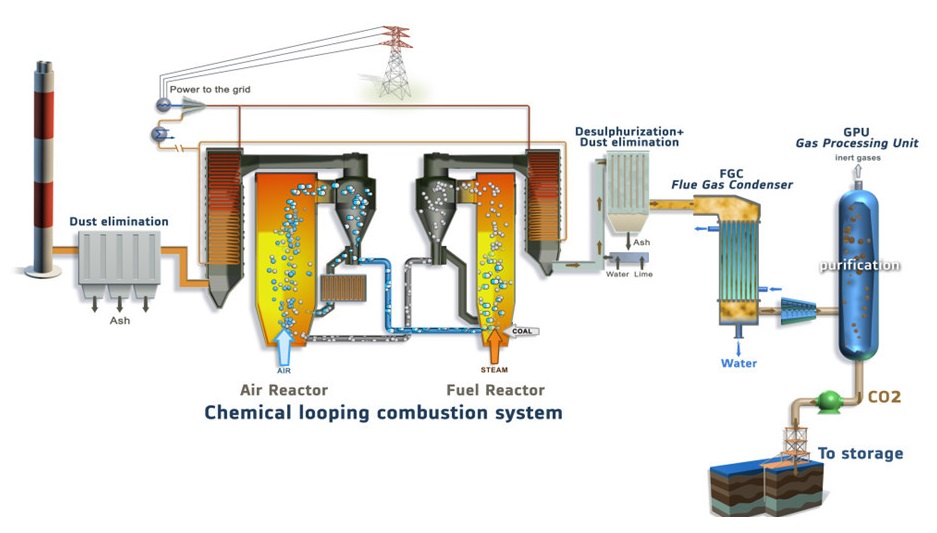
Development of Oxygen Carriers for Chemical-Looping Combustion
The performance of a chemical-looping process (combustion, reforming, gasification) heavily depends on the efficiency of the material that will be used as an oxygen carrier. In order to develop a highly efficient, cost-effective oxygen carrier, preliminary screening of materials and production conditions is needed. It is critical to find a range of material combinations that are suitable for the chemical-looping process in at certain temperature and pressure conditions. Different oxygen carriers' efficiencies and physicochemical behaviors must be evaluated and compared. Moreover, the effects of operating conditions, such as air-to-carrier ratio, oxygen-carrier-to-fuel ratio, fuel gas velocity and reactor temperature, on fuel conversion is also of significant importance.
Thermochemical Conversion
Thermochemical conversion research divided into several different programs
- Char Production Using Torrefaction
- Bio-oil Production from Lignocellulosic Biomass
- Catalytic Pyrolysis and Bio-oil Upgrading
- Coal and Biomass Gasification
1. Char Production Using Torrefaction
Torrefaction is a mild thermochemical process carried out in a temperature range of 200 0C to 300 0C in nitrogen atmosphere. During torrefaction the lignocellulose structures of biomass undergoes mainly in hemicellulose. Also, during torrefaction the OH groups in the biomass are destroyed and thus makes the biomass hydrophobic in nature and O/C ratio is reduced thereby increasing in carbon content and the resulting product resemble to that of a coal. The high fuel quality of torrefied biomass makes it very attractive for combustion and gasification applications. The torrefied biomass also finds it application as high quality smokeless fuel for industrial, commercial and domestic application, as a solid fuel for cofiring directly with pulverized coal at electric power plant and as an upgraded feedstock for fuel pellets, briquettes and other densified biomass fuels.
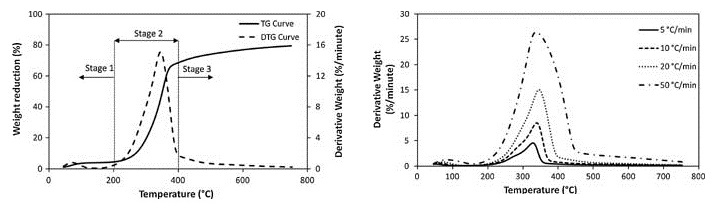
Among the thermochemical processes, pyrolysis is a promising tool for providing bio-oil that can be used as fuel or chemical feedstock. The pyrolysis of biomass is a very old energy technology that is again becoming attractive among various systems for the use of biomass as a source of energy. Pyrolysis is a thermochemical process carried out in the temperature range of 300 0C to 600 0C in inert atmosphere. Thermogravimetric analysis (TGA) is one of the most frequently used techniques to study the primary reactions of the decomposition of solids. In the case of biomass, thermogravimetric techniques have been used for the identification of different fractions of polymer present in the material. The kinetic study of biomass pyrolysis is of relevant importance because it constitutes the initial step of the combustion and gasification processes. Knowledge of the kinetics for the thermal decomposition of lignocellulosic materials is needed for the design of gasifier and pyrolysis reactors.
2. Bio-oil Production from Lignocellulosic Biomass
Lignocellulosic biomass can be converted to bio-oil using pyrolysis and then followed by catalytic upgrading of the bio-oil. Pyrolysis can be categorized into conventional pyrolysis (slow pyrolysis) and fast pyrolysis depending on the operating condition. In slow pyrolysis, biomass is heated to temperature up to 500 oC with heating rate less than 100 degree/minute and vapour residence time of 5-30 min, resulting mainly in char production. In fast pyrolysis, biomass is heated to temperature up to 500 oC, but with faster heating rate (1000 degree/minute and up) and vapour residence times less than 2 second. The second type of the pyrolysis naturally favours the bio-oil as the main product unlike the first type favours the solid product (bio-char).
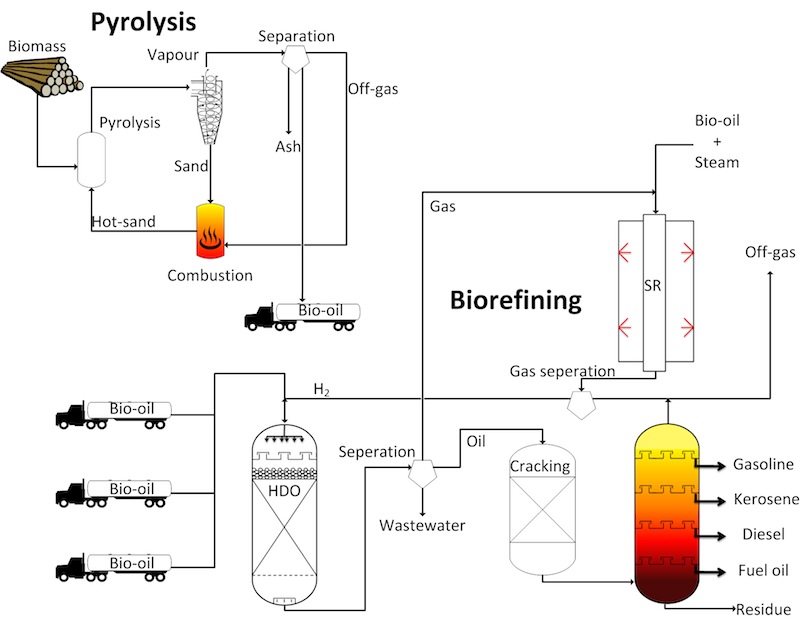
There are several general chemical changes occurred during pyrolysis. Primary pyrolysis reaction releases volatiles and at the same time forms char. On the next step, condensation process can occurred in the cooler parts of the system to form bio-oil. This process naturally followed by secondary reactions that produce tar. Reforming, dehydration and polymerization can also occurred depend on the reaction time and the heating rate. In the end, the volatile pyrolysis product can have more than 120 components from unspecified low molecular product contained phenolic OH-groups to cyclic and bicyclic products.
Current and ongoing research in pyrolysis has been aimed to increase the yield of the bio-oil and at the same time to increase the quality of the oil by perform the upgrading process afterward. In this study, I propose a step for pre-treatment of the sample prior to the pyrolysis process in order to obtain a better quantity and quality of the bio-oil.
CO2 Capture Technologies
The underlying goal of this reserach program is the development of innovative carbon capture technologies
that will result in economically viable capture processes to address the major challenges
associated with reducing greenhouse gas (GHG) emissions in from Canada's oil sands industry.
In partnership with industry and government, the program's ultimate aim will be the
commercialization of sustainable carbon capture technology technologies that industry can afford to implement.
The vision of this partnership is the reduction of the capture cost to about
US$40 per ton of carbon dioxide (CO2) using by developing game-changing technologytechnologies.
Waste Management and Conversion
Nationally, the amount of waste sent to private and public waste disposal facilities
in 2008 reached about 34 million tonnes in total.
Overall, 26 million tonnes of that waste was disposed of in landfills or
was incinerated and over 8 million tonnes was diverted or processed
through material recovery facilities or centralized composting operations.
Paper fibres, including newsprint, cardboard and mixed paper fibers,
make up the largest portion of all diverted materials, accounting for 41%.
There is a great potential to produce a value added product
from non-residential sources while at the same reducing the
amount of waste that end up in the landfill.
ECCO Recycling and Energy Corporation (EREC),
a largest industrial waste recycling initiative incorporated in Alberta, in partner with
Dr. Mahinpey's reserach group
are currently involved in the development of absorbent from the industrial waste material.
The direct outcome of this research is: gaining a thorough understanding and
evaluation of the challenges that are hindering the use of industrial waste
to produce absorbent and ADC, understanding the general behavior of different
material in the absorption process, producing high quality, cost effective,
and environmentally friendly products.
Determining heating value of MSW and their suitability for producing value-added products

The goal of the AI-EES's flagship program of "waste to value-added" initiative
is to showcase the latest technologies that turn the municipal solid waste
into value-added products in rural Alberta.
This project aims to gain a better understanding of the
properties and variations of the locally available residential and ICI (industrial,
commercial and institutional) MSW, especially the effects of water contents on
their heating values for
determining the threshold point during the pre-drying process for thermal treatment.
Reaction Kinetics and Analysis
Although many studies about chemical reaction using TGA have been reported,
the effects of important parameters such as particle size,
heating rate and initial sample weight have rarely been investigated for several samples and process.
In our study study, chemical process such as thermochemical conversion has been performed considering the effects of various parameters,
such as particle size, sample initial weight and heating rate.
The devolatilisation kinetics of the process has also been studied using nonlinear optimisation.
Reaction kinetic parameters were obtained by considering the three different stages that occurred during pyrolysis.
This research aims in investigating the chemical process characteristics and kinetics
and the effect of several parameters on chemical process that are instrumental for scaling up the process.
CFD Simulation of Fluidized Bed
Gas-solid fluidized bed reactors are used in many industrial operations, such as energy production and petrochemical processes. Some of the distinct advantages of gas-solid fluidized bed reactors over other methods of gas–solid reactors are controlled handling of solids, isothermal conditions due to good solids mixing and the large thermal inertia of solids, and high heat flow and reaction rates between gas and solids due to large gas-particle contact area.
Contours of solid volume fraction (Drag Models): (a) Experiment (b) Syamlal-O’Brien Adjusted (c) Syamlal-O’Brien (d) Arastoopour (e) Gibilaro (f) Hill Koch Ladd (g) Zhang-Reese (h) Richardson-Zaki (i) RUC (j) Di Felice Adjusted (k) Di Felice (l) Wen-Yu (m) Gidaspow
Fluidized beds have been widely used in power generation and in chemical, biochemical, and petroleum industries. 3D simulation of commercial scale fluidized beds has been computationally impractical due to the required memory and processor speeds. In this study, 3D Computational Fluid Dynamics simulation of a gas-solid bubbling fluidized bed is performed to investigate the effect of using different inter-phase drag models. The drag correlations of Richardon and Zaki, Wen-Yu, Gibilaro, Gidaspow , Syamlal O’Brien, Arastoopor, RUC, Di Felice, Hill Koch Ladd, Zhang and Reese, and Adjusted Syamlal are reviewed using a multiphase Eulerian-Eulerian model to simulate the momentum transfer between phases.
Furthermore, a method has been proposed to adjust the Di Felice Drag Model in a three dimensional domain based on the experimental value of minimum fluidization velocity as a calibration point. Comparisons are made with both a 2D Cartesian simulation and experimental data. The experiments are performed on a Plexiglas rectangular fluidized bed consisting of spherical glass beads and ambient air as the gas phase. Comparisons were made based on solid volume fractions, expansion height, and pressure drop inside the fluidized bed at different superficial gas velocities. The results of the proposed drag model were found to agree well with experimental data. The effect of restitution coefficient on three dimensional prediction of bed height is also investigated and an optimum value of restitution coefficient for modeling fluidized beds in a bubbling regime has been proposed. Finally sensitivity analysis is performed on the grid interval size to obtain an optimum mesh size with the objective of accuracy and time efficiency.
Home | About Us | Research | Publication | People | Facilities | Sponsors | News | Contact |